Intro
In high-speed packaging lines, transitioning between different types of can ends—specifically moving from traditional standard profiles to modern smooth-wall or ultra-lightweight ends—presents a complex mechanical challenge. While light-gauge and smooth-wall ends offer significant material savings, they radically alter how forces distribute within the double seam.
For maintenance teams and production engineers, treating all can ends as identical is a recipe for line stoppages. Achieving a hermetic seal requires understanding how subtle variances in lid standard geometry affect your tool selection, spring pressure configurations, and seam evaluation thresholds.
Understanding Can End Anatomy: Where Variations Matter
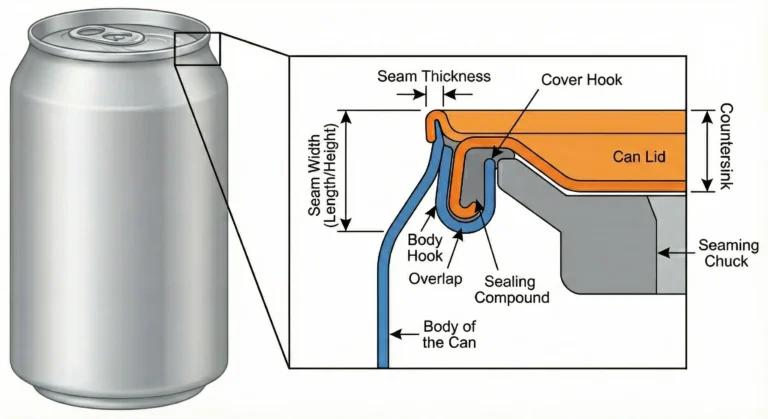
To configure a seaming machine correctly for different lid standards, you must look closely at three foundational dimensions:
-
Countersink Depth: The vertical distance from the top of the seaming panel to the lowest point of the chuck wall radius.
-
Chuck Wall Angle: The slope of the lid groove where the seaming chuck makes its primary metal-to-metal contact.
-
Curl Profile: The outward rolled edge of the loose lid that eventually interlocks with the can body flange.
When changing from a standard 202 or 206 end to a specialty smooth-wall or down-gauged variation, even a $0.05\text{ mm}$ shift in countersink depth entirely shifts the location where your seaming chuck exerts lateral pressure.
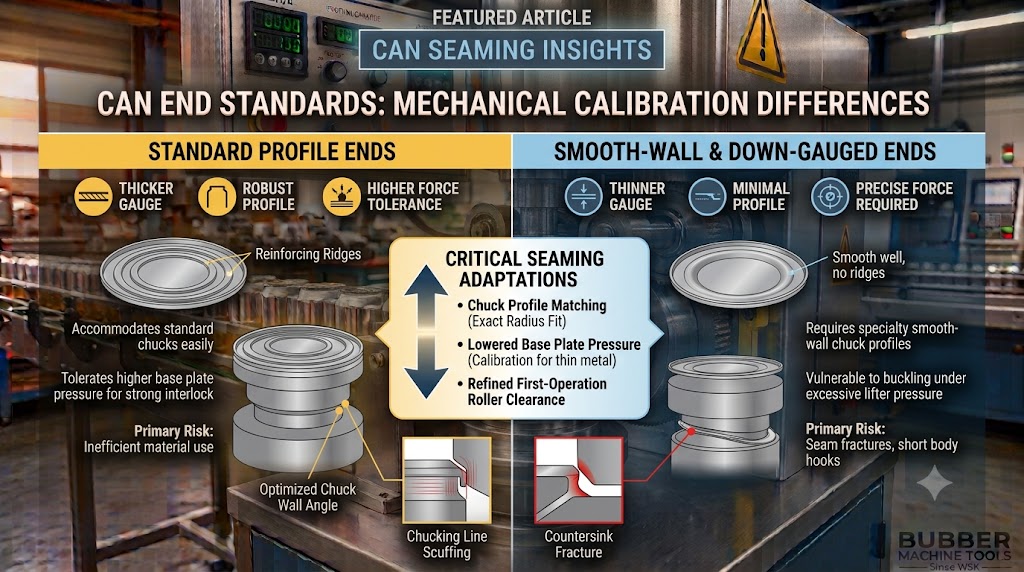
Standard vs. Smooth-Wall Ends: The Seaming Differences
Modern manufacturing trends favor down-gauged, smooth-wall ends to reduce aluminum or tinplate consumption. However, removing structural wrinkles or thinning the metal changes its resistance to deformation.
1. Chuck Engagement and Tooling Wear
Standard ends feature a rigid profile that accommodates standard chuck geometry effortlessly. Smooth-wall ends, because they lack reinforcing ridges, require highly specific chuck wall profiles to prevent the metal from expanding or slipping under load. Using a standard chuck on a smooth-wall lid frequently causes chucking line scuffing or fractured lacquer coatings.
2. Spring and Lifter Pressure Adjustments
Because smooth-wall lids use thinner metal gauges, they are significantly more vulnerable to excessive base plate pressure.
-
Standard Ends: Can tolerate higher vertical clamping force to drive consistent metal flow.
-
Smooth-Wall Ends: Require strict pneumatic or spring tension calibration. Excessive force will buckle the lid well or warp the countersink before the first operation roller can tuck the curl underneath.
Critical Seam Defects Caused by Incorrect Lid Matching
If your machine setup doesn’t match the specific material properties and dimensions of your chosen lid standard, expect targeted mechanical failures during seam inspection:
Sharp Seams and Wire Edges
Thinner smooth-wall material flows much faster under the compression of seaming rollers. If your first operation roller clearance is set according to traditional standard-gauge dimensions, the thin metal will easily extrude upwards past the chuck flange, creating a dangerously sharp edge that cuts through protective seals.
Countersink Fractures
If a chuck designed for standard ends is forced into a down-gauged smooth-wall end, the mismatch in the chuck wall radius places concentrated stress on the bottom of the countersink. Under high speed, this sharp concentration of force splits the inner radius open.
Calibration Guide for Transitioning Lid Standards
When configuring your line for a new shipment or specification of can ends, use this engineering checklist to ensure the seaming station is perfectly tuned:
Step 1: Tooling Profile Match
Never assume a chuck that works for one brand of 202 ends will cleanly fit a 202 end from an alternative supplier. Always run a blue-layout test to confirm that the seaming chuck contour matches the exact chuck-wall radius of the specific lid standard you are running.
Step 2: Recalibrate First-Operation Tightness
Because thin-gauge or smooth-wall ends deform under less pressure, the first operation roller must be adjusted slightly looser than standard settings. This allows the metal curl to roll smoothly into position rather than pinching, wrinkling, or bunching up prematurely.
Step 3: Monitor Tightness and Overlap
Perform a teardown inspection immediately after changing lid specifications. Measure the seam thickness and overlap percentage to ensure the new metal distribution meets international standard guidelines for safety and shelf stability.
Conclusion
Migrating to modern, material-efficient can ends is a brilliant way to optimize production costs, but it demands technical adaptations at the seaming head. By proactively adjusting tool profiles, dialing back vertical pressures, and matching chuck profiles directly to your lid standards, you can harvest the financial benefits of lightweight packaging without sacrificing your line’s mechanical performance.
Need help optimizing your seaming setup or tooling?
Our team can help you achieve consistent seam quality.
View our Can Seaming Machines
Contact us for expert guidance